5mm Sheet Metal Bend Radius
Minimum Versus Recommended Inside Bend Radius

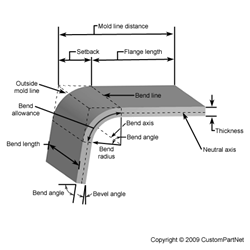
Sheet Metal Design Guide Geomiq

Bending Basics The Hows And Whys Of Springback And Springforward

Bending Basics The Fundamentals Of Heavy Bending

Cut 45 Corners After Sheet Metal Bend Freecad Forum

Inside Bending Radii For Sheet And Plate Alloys 5083 6061 From Ullrich

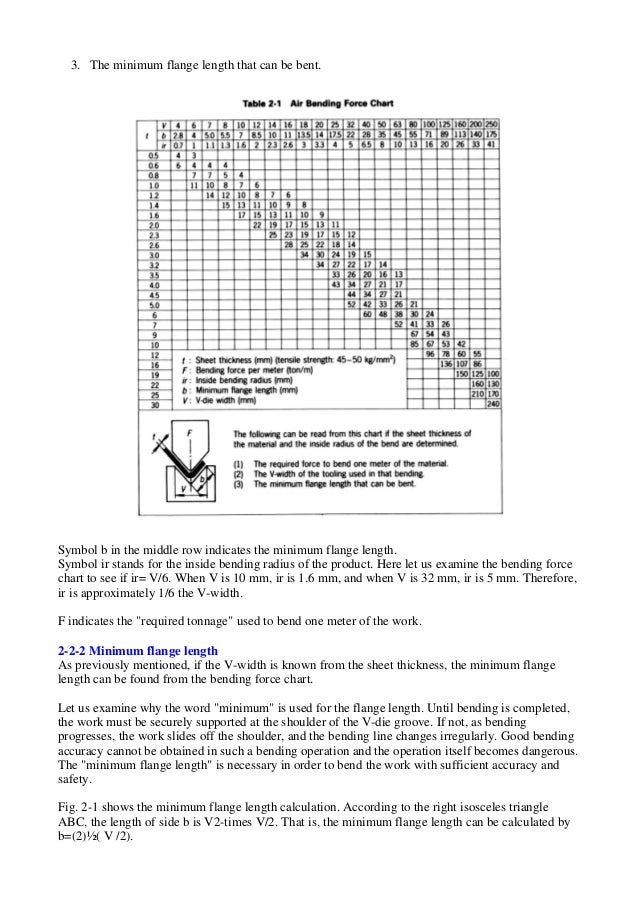
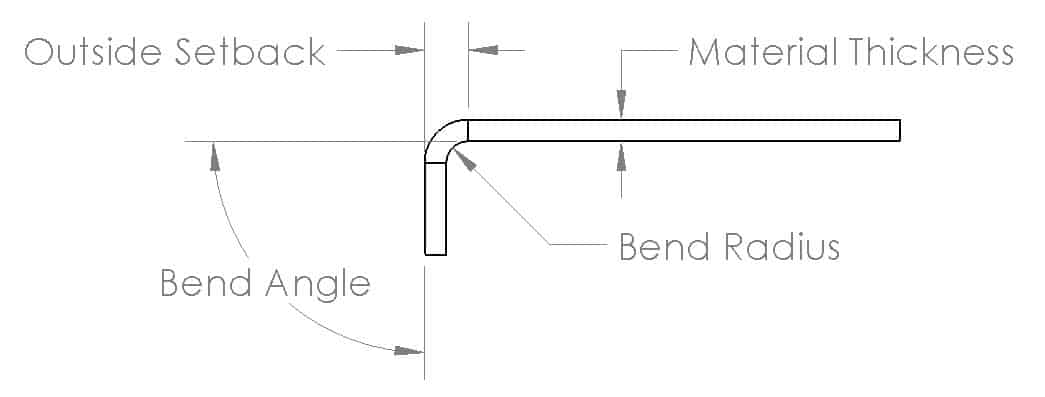
Recommended inside bend radius for sheet metal parts should be equal to material thickness.
5mm sheet metal bend radius.

Minimum Bend Radius Calculator In Sheet Metal Or Plate

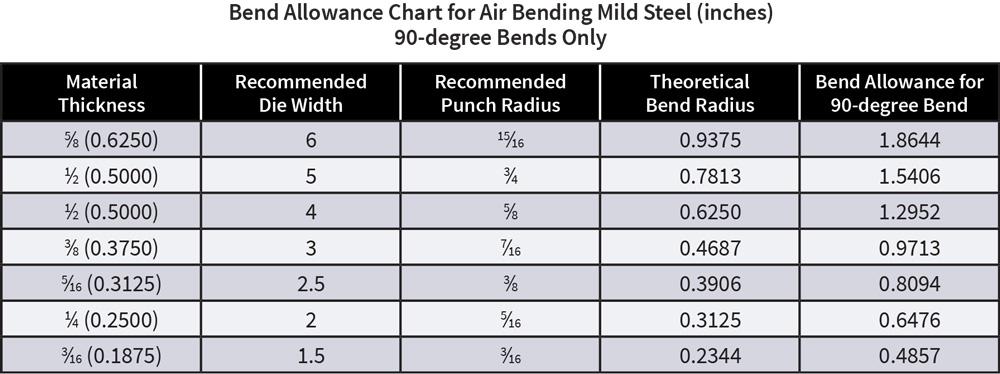
Bend Allowance Sheetmetal Me

Spotlight On Features Working With Sheet Metal Tables Understanding The Measured Parameters
Bend Allowance Calculator
Displaying Bend Radius On Drawings In Catia V5 Rand 3d Insights From Within

How Do We Determine Vee Block Size

Minimum Bending Radius Something To Pay Attention

K Factor Sheetmetal Me

Inconel 625 Sheetmetal Parts Bending Mechanical Engineering General Discussion Eng Tips

Bend Allowance When Using Autodesk Inventor S Bend Part Feature Cadpro Blog
Enotes Manufacturing Processes

Which Aluminum Alloy Bends Best Clinton Aluminum
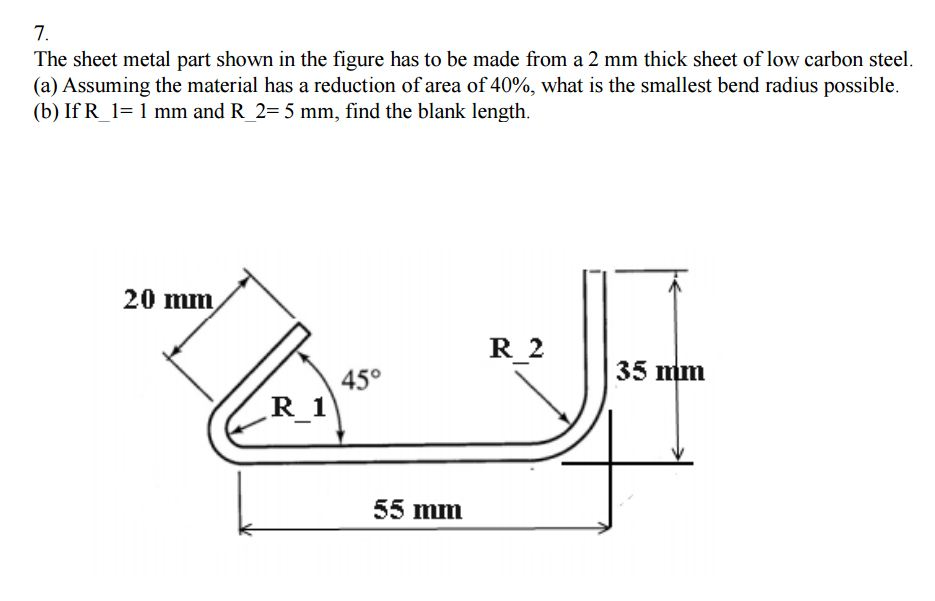
The Sheet Metal Part Shown In The Figure Has To Be Chegg Com
The Abc Of Bending Tools

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

Forming Aluminum On The Press Brake Bending Soft Not Sharp
Solved Define Formability Limit Of A Sheet Metal A Hand Chegg Com
Bending Basics How The Inside Bend Radius Forms
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Chapter 16 Sheet Metal Forming Processes Sheet Metal Parts A B Figure 16 1 Examples Of Sheet Metal Parts A Die Formed And Cut Stamped Parts B Ppt Download
Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication
Https Indico Cern Ch Event 754710 Contributions 3127404 Attachments 1723579 2785572 31st Forum Presentation Pdf

Sheet Metal Bending Up To 16 M Length

How To Calculate The Min Bending Edge Of Sheet Metal Machinemfg
Tips For Bending Sheet Metal Make It From Metal

The Effect Of Sheet Metal Type For Spring Back Formation Download Scientific Diagram

1a Drawing Task 16 Sheet Metal And Development Drawings Ppt Download

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

What Does Hose Bend Radius Mean Hose Plumbing Techniques

Bending Large Radius With Punch Extension Wila Tools Metal Bending Tools Metal Working Tools Sheet Metal Tools

Pdf Springback Prediction In V Die Bending Modelling And Experimentation

Sheet Metal Unfold Flat Pattern Isnt The Same Irl Settings Autodesk Community Fusion 360

Tanja Laser Cutting Metal Sheet Processing Sheet Metal Bending Radius Steel Plate Buy Stainless Steel Sheet Metal Laser Cutting Thin Sheet Metal Sheet Metal Bending Product Product On Alibaba Com

Sketching Sheet Metal Parts
About Y Factor And K Factor

Pin On Press Brake Tooling

How To Make A Radius Bending Fixture For Sheet Metal Metal Bending Tools Metal Bending Metal Shaping
Set Default Bending Radius

Bent Sheet Metal Feed Pitch P 0 25 Mm Beat Set Indentation D S Download Scientific Diagram

Sheet Metal Bend Allowance Calculator

Sheet Metal Bending Process Technical Study Machinemfg
Bump Bending To Achieve Large Bend Radius In Sheet Metal Machinemfg

The Effect Of Minimum Bend Radius For Spring Back Formation Download Scientific Diagram
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Source : pinterest.com
